Ремонт трубопровода с использованием ручной дуговой сварки модулированным током








Выпускная квалификационная работа содержит 91 страницы, 13 рисунков, 28 таблиц, 27 литературных источников, 8 листов графической части.
Ключевые слова: сущность ручной дуговой сварки модулированным током, неповоротный стык трубопровода.
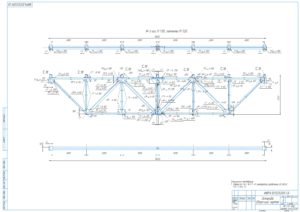
Объектом разработки является процесс сварки неповоротного стыка труб 720х12.
Цель работы – разработать процесс и технологию сварки неповоротного стыка труб 720х12 электродами с покрытием модулированным током.
Поставленная задача решается тем, что определяется и получается оптимальная форма импульса близкая к прямоугольной.
Разработанная технология может применяться для сварки неповоротного стыка труб 720х12. Экономическая эффективность оборудования определяется малым сроком окупаемости PP=1,3 года.
5000руб.
Введение 9
1 Общая часть 11
1.1 Описание сварной конструкции 11
1.2 Материал сварной конструкции 14
1.3 Оценка технологичности конструкции 14
2 Обоснование выбора способа сварки, сварочных материалов и оборудования 17
2.1 Оценка технологической свариваемости материала 17
2.2 Обоснование выбора способа сварки 18
2.2.1 Проблемы при сварке в различных пространственных положениях труб 18
2.2.2 Характеристика способа ручной дуговой сварки покрытыми электродами 20
2.2.3 Характеристика ручной дуговой сварки модулированным током 22
2.2.4 Способы модуляции сварочного тока 24
2.2.5 Методы модуляции сварочного тока с активным управлением тепловой мощностью дуги 25
2.2.6 Достоинства и недостатки РДС модулированным током 29
3 Обоснование выбора сварочных материалов 31
3.1 Сварочные материалы, используемые для ручной дугой сварки покрытыми электродами на объектах «Сургутнефтегаз» 31
3.2 Характеристика электродов МТГ-01К, МТГ-02 33
4 Расчет режимов сварки 35
4.1 Для ручной дуговой сварки покрытыми электродами 35
4.2 Для ручной дуговой сварки покрытыми электродами модулированным током 39
5 Обоснование выбора основного сварочного оборудования 40
5.1 Выбор модулятора импульсов сварочного тока 43
5.2 Функциональная схема модулятора 44
6 Технология изготовления сварочной конструкции или изделия 47
6.1 Заготовительные операции 47
6.2 Технологический процесс сборки и сварки 48
6.3 Дефекты возникающие при сварке трубопровода 50
7 Технический контроль качества и исправления брака 54
7.1 Визуальный и измерительный контроль 54
7.2 Ультразвуковая и радиографическая дефектоскопия 55
7.3 Исправление дефектов в сварных соединениях 59
8 Организационно – экономическая часть 61
8.1 Нормирование технологического процесса 61
8.2 Экономическая оценка сравниваемых способов сварки 65
8.3 Экономическая оценка эффективности инвестиций 70
9 Производственная и экологическая безопасность 76
9.1 Санитарно – гигиенические характеристики сварочного производства 76
9.2 Освещение 77
9.3 Шумы и вибрации 78
9.4 Электробезопасность 79
9.5 Расчет защитного заземления 79
9.6 Пожарная безопасность 82
9.7 Охрана окружающей среды 83
9.8 Чрезвычайные ситуации 83
Заключение 86
Список использованных источников 88
 Чертежи
Чертежи
 Пояснительная записка
Пояснительная записка
 Доклад
Доклад
Поделиться
Не совпадает вариант?
Поможем решить любые вопросы. Вам нужно заполнить форму, и мы свяжемся с Вами.