Технология сборки и сварки отвода трубы диаметром 1020 мм





Выпускная квалификационная работа 101 с., 24 рис., 29 табл., 27 источников, 10 листов демонстрационного материала (слайдов).
Ключевые слова: магистральный трубопровод отопления, приспособление для сварки, ручная дуговая сварка модулированным током, поворотный стык, неповоротный стык.
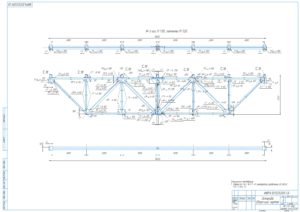
Цель работы — разработать технологический процесс для сборки и сварки наземного перехода через дорогу магистрального трубопровода отопления.
Путь к решению данной задачи – узловая сборка заготовок. Для реализации идеи необходимо разработать приспособление для поворотной сварки стыков, которое значительно ускорит и облегчит процесс сборки узла.
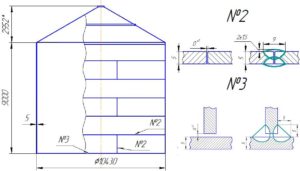
Также для увеличения производительности было предложено заменить форму разделки с V-образной на щелевую, т.к. обычная сварка покрытыми электродами в щелевую разделку невозможна, предлагается заменить ее на сварку модулированным током.
5000руб.
Введение 6
1 Общая часть 7
1.1 Описание сварной конструкции 7
1.2 Материал сварной конструкции 8
2 Обоснование выбора способа сварки, сварочных материалов и оборудования 9
2.1 Оценка технологической свариваемости материала 9
2.2 Обоснование выбора способа сварки 13
2.2.1 Проблемы при сварке в различных пространственных положениях 13
2.2.2 Характеристика способа ручной дуговой сварки покрытыми электродами 15
2.2.3 Характеристика ручной дуговой сварки модулированным током 16
2.3 Обоснование выбора сварочных материалов 21
2.3.1 Сварочные материалы, используемые для ручной дугой сварки покрытыми электродами 21
2.3.2 Сравнительная характеристика электродов УОНИ 13/55, LB 52U, OK 53.70 23
2.3.3 Требования к подготовке, хранению и использованию сварочных материалов 25
2.4 Расчет режимов сварки 27
2.4.1 Для ручной дуговой сварки покрытыми электродами 27
2.4.2 Для ручной дуговой сварки покрытыми электродами модулированным током 32
2.5 Обоснование выбора основного сварочного оборудования 34
2.5.1 Выбор оборудования для ручной дуговой сварки покрытыми электродами 34
2.5.2 Выбор оборудования для ручной дуговой сварки покрытыми электродами с применением модулированного тока 36
2.5.3 Выбор импульстного модулятора сварочного тока 37
2.5.4 Выбор трубореза 38
2.5.5 Выбор центратора 41
2.5.5 Выбор роликового вращателя 42
3 Технология изготовления сварочной конструкции или изделия 43
3.1 Технологический процесс сборки и сварки наземного перехода 43
3.2 Технологический процесс сборки и сварки стыка трубопровода 47
3.4 Технический контроль качества и исправления брака 51
3.4.1 Визуальный и измерительный контроль 51
3.4.2 Ультразвуковая и радиографическая дефектоскопия 52
3.4.3 Исправление дефектов в сварных соединениях 57
4 Финансовый менеджмент, ресурсоэффективность и ресурсосбережение 60
4.1 Исходные данные для проведения сравнительного анализа 60
4.2 Нормирование технологического процесса 61
4.3 Экономическая оценка сравниваемых способов сварки 65
4.3 Экономическая оценка эффективности инвестиций 70
5 Социальная ответственность 76
5.1 Анализ сварочного производства 76
5.1.1 Воздушная среда и микроклимат. Вентиляция 76
5.1.2 Производственный шум 77
5.1.3 Освещение 79
5.1.4 Охрана труда и техника безопасности 79
5.1.5 Средства индивидуальной защиты 80
5.2 Анализ выявленных опасных факторов проектируемой произведённой среды 81
5.2.1 Электробезопасность 81
5.2.2 Расчёт защитного заземления 86
5.2.3 Противопожарная безопасность. 88
5.2.4 Промышленная санитария 91
5.3.Охрана окружающей среды 92
5.4 Чрезвычайные ситуации 95
5.5 Правовые и организационные вопросы обеспечения безопасности 96
Заключение 98
Список использованных источников 99
 Чертежи
Чертежи
 Пояснительная записка
Пояснительная записка
 Презентация
Презентация
 Доклад
Доклад
Поделиться
Не совпадает вариант?
Поможем решить любые вопросы. Вам нужно заполнить форму, и мы свяжемся с Вами.