Сборка и сварка в защитном газе полуоси с применением механизма переноса капли с помощью сил поверхностного натяжения
Сборка и сварка в защитном газе полуоси с применением механизма переноса капли с помощью сил поверхностного натяжения









Данная выпускная квалификационная работа состоит из 96 страниц, 27 рисунков, 23 таблиц, 20 источников, 8 листов графического материала.
Ключевые слова: полуось, импульсная сварка, сталь 30ХГСН2А, пинч — эффект, базовый ток, сварочная проволока, пиковый ток, длительность импульса, управляемый перенос металла.
Объектом исследования является сборка и сварка в защитном газе полуоси с применением механизма переноса капли с помощью сил поверхностного натяжения.
Цель работы – разработать экономически обосновать процесс сварки в защитных газах с использованием технологии «Surface Tension Transfer» применительно к изготовлению полуоси.
Достигнуты технико-эксплуатационные показатели: высокое качество сварного шва, повышение производительности, стабильность процесса сварки и работы оборудования.
5000руб.
Введение 7
1 Общая часть 9
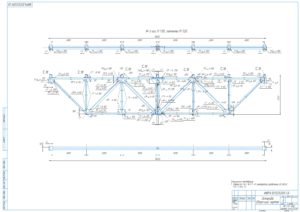
1.1 Описание сварной конструкции 9
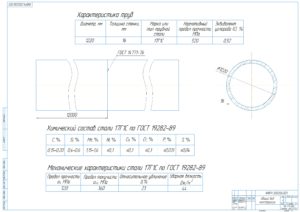
1.2 Материалы изделия 11
1.3 Оценка технологичности 13
1.3.1 Технологическая свариваемость металла сварного изделия 13
1.3.2 Сварка полых осей с толщиной стенки до 20мм 20
2 Анализ способа сварки и сварочных материалов 22
2.1 Обзор способов сварки 22
2.1.1 Ручная дуговая сварка 22
2.1.2 Автоматическая сварка под слоем флюса 24
2.1.3 Сварка в среде защитных газов 25
2.1.4 Анализ сварки в среде углекислого газа 28
2.1.5 Анализ сварки в смеси газов на основе аргона 32
2.1.6 Анализ сварки в смеси углекислого газа и кислорода 35
2.2 Применение импульсно дуговой сварки 38
2.3 Оборудование для импульсно — дуговой сварки 43
2.4 Основные сварочные параметры при импульсно – дуговой сварке 44
3 Расчёт режимов сварки 44
3.1 Расчёт режимов сварки в среде углекислого газа 44
3.2 Режимы сварки в смеси аргона и углекислого газа методом STT 48
4 Обоснование выбора основного сварочного оборудования 48
5 Технология изготовления сварного изделия 52
5.1 Подготовка и хранение деталей и материалов 52
5.2 Технологический процесс сборки и сварки 52
5.3 Сварочные напряжения и деформации, меры борьбы с ними 56
6 Технический контроль качества и исправление брака 58
6.1 Сварочные материалы 60
6.2 Операционный контроль 60
6.3 Радиационные методы контроля 61
7 Организационно – экономическая часть 63
7.1 Нормирование технологического процесса 63
7.2 Экономическая оценка сравниваемых способов сварки 67
7.3 Экономическая оценка эффективности инвестиций 72
7.4 Расчёт внутренней нормы доходности (IRR) 76
8 Производственная и экологическая безопасность 80
8.1 Опасные производственные факторы при сварке рештака 80
8.2 Вредные производственные факторы 80
8.3 Мероприятия по устранению опасных и вредных факторов 81
8.4 Вентиляция 83
8.5 Электробезопасность 83
8.6 Пожарная безопасность 87
8.7 Охрана окружающей среды 88
Заключение 93
Список используемой литературы 94
 Чертежи
Чертежи
 Пояснительная записка
Пояснительная записка
 Доклад
Доклад
Поделиться
Не совпадает вариант?
Поможем решить любые вопросы. Вам нужно заполнить форму, и мы свяжемся с Вами.