Разработка технологии и оборудования для РД модулированным током в щелевую разделку неповоротных стыков труб диаметром 1420









Выпускная квалификационная работа инженера состоит из 153 с., 32 рис., 37 таблиц, 52 источников литературы, 9 листов графического материала.
Ключевые слова: сущность ручной дуговой сварки модулированным током, магистральные газопроводы, качественные показатели сварки трубы, щелевая разделка.
Объектом разработки является процесс сварки труб газопроводов 1420х18.
Цель работы – разработать процесс и технологию сварки труб 1420х18 электродами с покрытием модулированным в щелевую разделку.
В процессе работы проводились экспериментальные исследования по заварке заполняющих слоев шва и наплавке валика для определения ширины, вида шва, формы миниска валика.
Достигнуты технико-эксплуатационные показатели: высокое качество шва и увеличение производительности.
Разработанная технология может применяться для сварки труб 1420х18. Экономическая эффективность оборудования определяется малым сроком окупаемости PP=0,1 года.
5000руб.
Введение
1 Характеристики сварной конструкции 11
1.1 Описание сварной конструкции 11
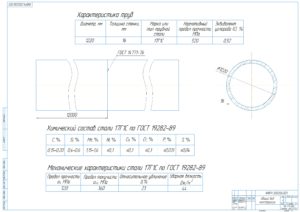
1.2 Материал сварной конструкции 13
1.3 Оценка технологической свариваемости материала 13
1.4 Оценка технологичности конструкции 15
1.5 Проблемы при сварке заполняющих слоев в различных
пространственных положения 18
1.6 Особенности сварки в щелевую разделку 21
2 Анализ существующих способов модуляции тока при РД
электродами с покрытием 23
2.1 Сущность ручной дуговой сварки модулированным током 23
3 Разработка способа сварки заполняющих слоев 36
3.1 Формирование пристеночных валиков в щелевую разделку
при вариации параметров 36
3.2 Применяемый способ РД модулированным током 40
4 Выбор оборудования 42
4.1 Выбор источника питания 42
4.2 Выбор модулятора импульсов сварочного тока 43
4.2 Функциональная схема модулятора 44
5 Технология изготовления сварной конструкции 48
5.1 Заготовительные операции 48
5.2 Сварочные напряжения и деформации, меры борьбы с ними 52
5.3 Обоснование выбора сварочных материалов 53
5.4 Выбор параметров режима сварки 55
6 Исследование сварочно-технологических свойств способа
сварки 56
6.2 Определение диапазона амплитуды основных импульсов тока по
количеству внутренних дефектов 65
6.3 Влияние параметров импульса на отделяемость шлака 68
7 Технический контроль качества и исправление брака 70
7.1 Визуальный и измерительный контроль 70
7.2 Ультразвуковая и радиографическая дефектоскопия 72
7.3 Исправление дефектов в сварных соединениях 76
8 Организационно-экономическая часть 78
8.1 Выбор режимов сварки свариваемых способов 78
8.1.1 Расчёт режимов для ручной дуговой сварки 78
8.1.2 Расчёт режимов для РД модулированным током на обратной
полярности 80
8.2 Нормирование процесса сварки 86
8.3 Экономическая оценка сравниваемых способов сварки 91
8.4 Экономическая оценка эффективности инвестиций 96
8.4.1 Расчёт внутренней нормы доходности (IRR) 100
9 Производственная и экологическая безопасность 104
9.1 Производственная санитария 104
9.1.1 Шумы и вибрация 105
9.1.2 Освещение 106
9.1.3 Воздушная среда и вентиляция 107
9.2 Электробезопасность 109
9.2.1 Расчет защитного заземления 111
9.3 Пожарная безопасность 114
9.4 Чрезвычайные ситуации 116
9.5 Охрана окружающей сред 118
Заключение 121
Список использованных источников 122
Приложение А 127
 Чертежи
Чертежи
 Пояснительная записка
Пояснительная записка
Поделиться
Не совпадает вариант?
Поможем решить любые вопросы. Вам нужно заполнить форму, и мы свяжемся с Вами.