Повышение производительности ремонта нефтепроводов диаметром 720…1220 мм





Выпускная квалификационная работа 84 с., 4 рис., 29 табл., 19 источников, 15 листов демонстрационного материала (слайдов).
Ключевые слова: сварочные работы, ремонт нефтепровода, ручная дуговая сварка, покрытые электроды, магнитное дутье.
Объектом исследования является технология ремонта трубопроводов большого диаметра от 720 мм до 1220 ручной дуговой сваркой покрытыми электродами.
Целью ВКР является повышение производительности текущей технологии ремонта участка нефтепровода ручной дуговой сваркой.
В процессе исследования проводились: изучение способов сварки и сварочных материалов, расчет параметров режима сварки, изучение используемого оборудования, изучение влияния намагниченности на процесс сварки, ознакомление с технологией размагничивания, сварка стыков труб с их предварительным размагничиванием, сварка без предварительного размагничивания торцов труб с применением инвертора сварочного тока ИСТ-201.
В результате исследования был разработан технологический процесс ремонта намагниченного участка промыслового нефтепровода.
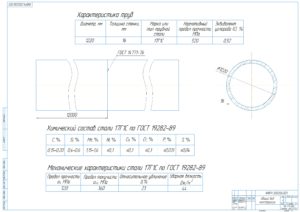
Основные конструктивные, технологические и технико-эксплуатационные характеристики: магистральные трубопроводы диаметром от 720 мм до 1220 мм.
Область применения: разработанная технология может применяться для управлений по аварийно-восстановительным работам на магистральных трубопроводах.
Экономическая эффективность работы: разница в штучно-калькуляционном времени сварки между РДС (195 мин) и РДС МТ (170 мин), составляет 25 мин, что в процентном соотношении дает уменьшение времени на 13 %.
По затратам на сварку стыка выгодна РДС без Р, она обходится дешевле на 541 руб, что в процентном соотношении дает снижение затрат на 19 %.
5000руб.
Введение 16
1 Обзор литературы 18
1.1 Описание сварной конструкции 18
1.2 Материал сварной конструкции 19
1.3 Оценка технологической свариваемости материала 22
1.4 Описание применяемого способа сварки 23
2 Выбор сварочных материалов для ручной дуговой сварки 26
2.1 Выбор основного сварочного оборудования для ручной дуговой сварки 29
2.2 Выбор вспомогательного сварочного оборудования 31
2.3 Эффект магнитного дутья и меры борьбы с ним 32
3 Расчёт параметров режима ручной дуговой сварки 37
4 Технология ремонта дефектного участка нефтепровода 41
4.1 Обнаружение дефектов в стенке трубопровода 41
4.2 Последовательность сварочно-ремонтных работ 42
5 Финансовый менеджмент, ресурсоэффективность и ресурсосбережение 47
5.1 Потенциальные потребители результатов разработки технологии 47
5.2 Планирование технического проектирования работ 48
5.3 Определение норм времени на сварку 51
5.4 Экономическая оценка сравниваемых способов сварки 56
6 Социальная ответственность 63
6.1 Правовые и организационﮦные вопросы обеспечения безопасности 63
6.2 Производственная безопасность 65
6.3 Экологическая безопасность 77
6.4 Безопасность в чрезвычайных ситуациях 79
Заключение 82
Список используемых источников 84
 Чертежи
Чертежи
 Пояснительная записка
Пояснительная записка
 Презентация
Презентация
 Доклад
Доклад
 3D модель
3D модель
 Комплект технологической документации
Комплект технологической документации
Поделиться
Не совпадает вариант?
Поможем решить любые вопросы. Вам нужно заполнить форму, и мы свяжемся с Вами.