Разработка конструкции устройства для крепления рентгеновского аппарата при радиографическом контроле труб диаметром 530-1420 мм






Выпускная квалификационная работа 76 с., 13 рис., 24 табл., 32 источника литературы, 12 листов демонстрационного материала (слайдов).
Ключевые слова: радиографический метод контроля, рентгеновский аппарат МАРТ-250, приспособление.
Предметом исследования является методика радиографического контроля кольцевых сварных швов труб магистрального газопровода.
Объектом исследования является процесс усовершенствования способа контроля сварных швов труб большого диаметра с помощью отечественного малогабаритного высокочастотного рентгеновского аппарата МАРТ 250.
Цель работы — разработка приспособления для контроля сварных швов труб большого диаметра и отработка методики неразрушающего контроля сварных соединений при строительстве и ремонте магистральных трубопроводов.
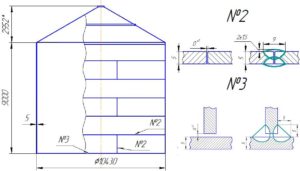
В процессе выполнения дипломного проекта разработана конструкция устройства для крепления излучателя рентгеновского аппарата на наружной поверхности труб диаметром 530-1420 мм.
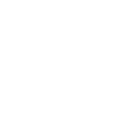
Был произведен выбор основных и сварочных материалов, произведен расчет режимов сварки и выбор сварочного оборудования для изготовления приспособления для контроля сварных швов труб большого диаметра.
5000руб.
Введение 9
1 Методы контроля качества сварных соединений, применяемые при строительстве магистральных трубопроводов 11
1.1 Визуальный и измерительный контроль 11
1.2 Ультразвуковой контроль 12
1.3 Радиографический контроль 14
2 Общие сведения о радиографическом методе контроля 16
2.1 Природа и свойства ионизирующих излучений 17
2.2 Виды радиографического метода контроля 21
3 Основные параметры и техника радиографического контроля 22
3.1 Назначение метода 22
3.2 Подготовка к контролю 22
3.3 Чувствительность радиографического контроля 24
4 Рентгеновские аппараты 26
4.1 Общие сведения 26
4.2 Рентгеновский аппарат МАРТ 250 27
5 Разработка приспособления для закрепления рентгеновского аппарата при контроле труб большого диаметра в полевых условиях 30
5.1 Конструкция устройства 30
5.2 Состав и свойства стали 30
5.3 Оценка свариваемости 31
5.4 Характеристика ручной дуговой сварки 32
5.5 Техника ручной сварки в различных пространственных положениях 34
5.6 Материалы для ручной дуговой сварки покрытыми электродами 35
5.7 Расчет режима для ручной дуговой сварки покрытыми электродами 38
5.8 Выбор источника питания 41
6 Финансовый менеджмент, ресурсоэффективность и ресурсосбережение 44
6.1 Экономическая оценка сравниваемых способов сварки 47
6.2 Экономическая оценка эффективности инвестиций 50
7 Социальная ответственность 56
7.1 Опасные производственные факторы при сварке 56
7.2 Вредные производственные факторы 56
7.3 Мероприятия по устранению опасных и вредных факторов 57
7.4 Воздушная среда и микроклимат. Вентиляция 58
7.5 Электробезопасность 60
7.6 Система обеспечения безопасных условий труда при радиационном методе контроля 63
7.7 Пожарная безопасность 67
7.7 Охрана окружающей среды 68
7.8 Чрезвычайные ситуации 69
Заключение 73
Список используемых источников 74
 Чертежи
Чертежи
 Пояснительная записка
Пояснительная записка
 Презентация
Презентация
 Доклад
Доклад
 3D модель
3D модель
Поделиться
Не совпадает вариант?
Поможем решить любые вопросы. Вам нужно заполнить форму, и мы свяжемся с Вами.