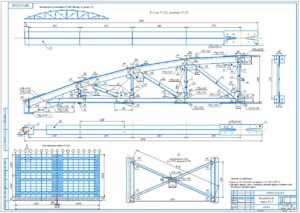
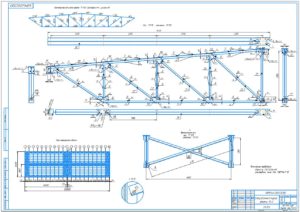
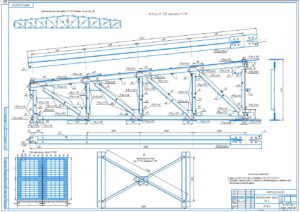
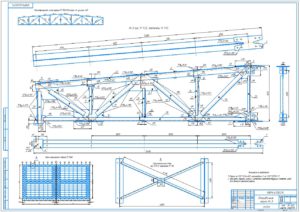
Приспособления для сборки и автоматической сварки под слоем флюса балки









Задание на курсовое проектирование
Разработать конструкцию приспособления для сборки и автоматической сварки под слоем флюса балки. Производство крупносерийное, годовой объем выпуска 5000 шт. при двусменной работе участка.
Технические характеристики:
1. Балка изготавливается из листового проката в соответствии с требованиями СНиП III-18-75, ОСТ 36-58-81 и РД 34 15-132-96. Химический состав стали для варианта А по ГОСТ 1050 – 88, для варианта Б по ГОСТ 4543, для варианта В по ГОСТ 14637-89 (ИСО 4995-78).
2. Балка работает при температуре от +40ºС до — 30°С.
3. Допускается стрела прогиба не более 1 мм на метр длины балки.
4. Швы №1 должны иметь сквозное проплавление с хорошим формированием корня шва.
5. Для швов №2 и №3 допускается непровар в корне шва до 20% от тол-
щины основного металла.
6. Допуски на линейные размеры балки должны соответствовать 10 классу точности.
Материал: Сталь 20
Количество страниц — 24. Редактор Microsoft Word 2016. Чертежи в KOMPAS-3D v18.1
1000руб.
Введение 4
1 Общая часть 5
1.1 Назначение конструкции и условия ее эксплуатации 5
1.2 Технологический процесс сборки и сварки конструкции 6
1.3 Выбор сварочных материалов 7
1.4 Режимы сварки 8
1.5 Выбор сварочного оборудования 8
2 Базирование 9
3 Размерные цепи 11
3.1 Размерные цепи детали 11
3.2 Размерные цепи разрабатываемого приспособления 12
4 Схема действия сил на детали изделия 16
4.1 Деформация типа домик 16
4.2 Расчет усилия прижатия длинных балок при продольной деформации 17
5 Выбор зажимного устройства 19
6 Разработка принципиальной схемы приспособления 21
7 Проектирование основания приспособления 22
Заключение 24
Список литературы 25
 Чертежи
Чертежи
 Пояснительная записка
Пояснительная записка
 Комплект технологической документации
Комплект технологической документации
Поделиться
Не совпадает вариант?
Поможем решить любые вопросы. Вам нужно заполнить форму, и мы свяжемся с Вами.